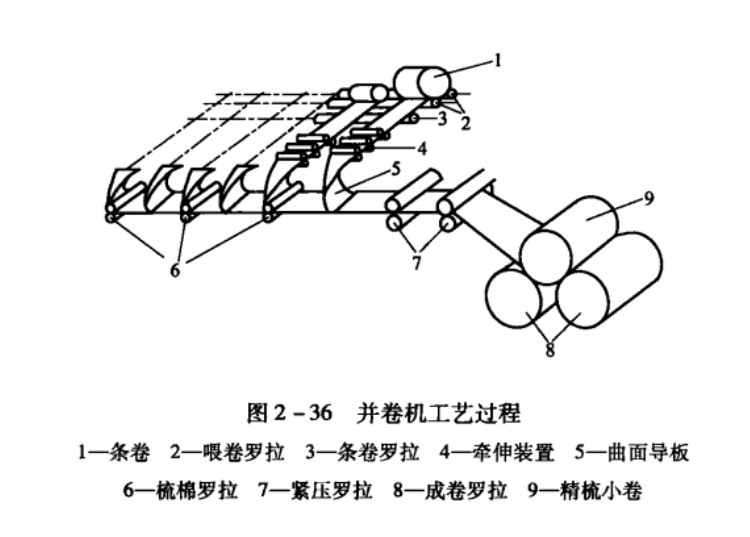
▓óŠĒÖC╣ż╦ć▀^│╠╚ńłD2 -36╦∙╩Š,6éĆŚlŠĒ1ĘųäeĘ┼į┌ų▒ÅĮ×ķ70mmĄ─╬╣ŠĒ┴_└Ł2╔Ž,ė╔╬╣ŠĒ ┴_└Ł═╦└@║¾Ą─ŚlŠĒ,Įø(j©®ng)╬╣├▐░Õ║═ŚlŠĒ┴_└Ł3Ą─ę²ī¦Ż¼Ęųäe▀M╚╦Ė„ūįĄ─Ā┐╔ņčbų├4;Ā┐╔ņ║¾Ą─├▐ŠW(w©Żng)Ż¼└@ ▀^╣Ō╗¼Ą─├▐ŠW(w©Żng)Ū·├µī¦░Õ5▐D(zhu©Żn)▀^90�����ĪŻ,į┌╩ß├▐ŲĮ┼_╔ŽīŹ¼F(xi©żn)6īė├▐ŠW(w©Żng)»B║Ž��Ż¼▓óĮø(j©®ng)╩ß├▐┴_└Ł6▌ö╦═ĄĮų▒ÅĮ ×ķ128mmĄ─Šoē║┴_└Ł7╔Žē║Šo�Ż¼į┘ė╔ę╗ī”ų▒ÅĮ×ķ410mmĄ─│╔ŠĒ┴_└Ł8īó├▐īėŠĒ│╔Š½╩ßąĪŠĒ9ĪŻįō ÖC▓╔ė├╚²╔Ž╦─Ž┬Ū·ŠĆĀ┐╔ņčbų├,┐éĀ┐╔ņ▒ČöĄ(sh©┤)×ķ5.4 ~7. 1▒Č�Ż¼║¾ģ^(q©▒)Ā┐╔ņ▒ČöĄ(sh©┤)│Żė├1.34▒Č╗“1.025 ▒ČĪŻÜŌäė╝ėē║Ą─╚²Ė∙ÜŌ─ęž×┤®┴∙éĆĀ┐╔ņģ^(q©▒)���Ż¼═©▀^└ŁŚUÖCśŗ(g©░u)╩╣┴∙éĆĀ┐╔ņģ^(q©▒)═¼Ģr╝ėē║����ĪóąČē║�Ż¼▓┘┐vĘĮ ▒ŃĪŻ╚²ī”┴_└Ł╔ŽĄ─╣®ÜŌē║┴”│Żė├6 xl05Pa����ĪŻ┤╦═ŌŻ¼įōÖC▓╔ė├ūįäė┬õŠĒÖCśŗ(g©░u)�Ż¼ūįäė╔·Ņ^Ż¼ęį╝░╚▒Śl����Īó öÓŚl����Īó┴_└Ł└@╗©��Īó╣▄Äņ¤o═▓╣▄╝░ā”ŠĒ╝▄ØMŠĒĄ╚ūį═ŻÖCśŗ(g©░u)��ĪŻ│Żė├▄ć╦┘×ķ50 ~70m/min�����ĪŻ